
Trenchless Pipe Relining in an Industrial Setting
Steel production is a water-intensive process, consuming large volumes for each of the various steps in the process. Water is essential for cooling hot metal and equipment, such as blast furnaces, continuous casting machines, and rolling mills.
High-pressure water jets are used to remove scale from the surface of hot steel during continuous casting and hot rolling. Water is used in gas cleaning systems to remove dust and pollutants from the exhaust gases generated by the furnaces. Water is also used for pickling and rinsing steel products.
The amount of water used per ton of steel varies significantly by production method. However, it can range from approximately 7,500 gallons to more than 63,000 gallons per ton of steel produced.
Integrated steel plants, which use processes like blast furnaces, tend to have higher water intake values. In contrast, electric arc furnace (EAF) plants that recycle scrap have lower overall consumption.
In a facility located in Kingman, Arizona a plant recycles steel products in a melt shop and manufacturers rebar and wire rod. Water used in the manufacturing process is sent to a process water pond that is ¾ mile from the main plant. At this pond they process slag (by-product from melting steel).
Inspection Reveals Deterioration
Wastewater is sent to the process water pond via a pipeline. During a routine inspection of the pipeline, it failed an air pressure test, and a leak was discovered. The line was pigged, a break found and repaired, but the integrity of the rest of the line was unknown.
In order to evaluate the entire pipeline CPM Pipelines was retained to locate the pipe, find any additional leaks and line the pipe. This was done so that it can be rehabilitated and function for another 50 years.
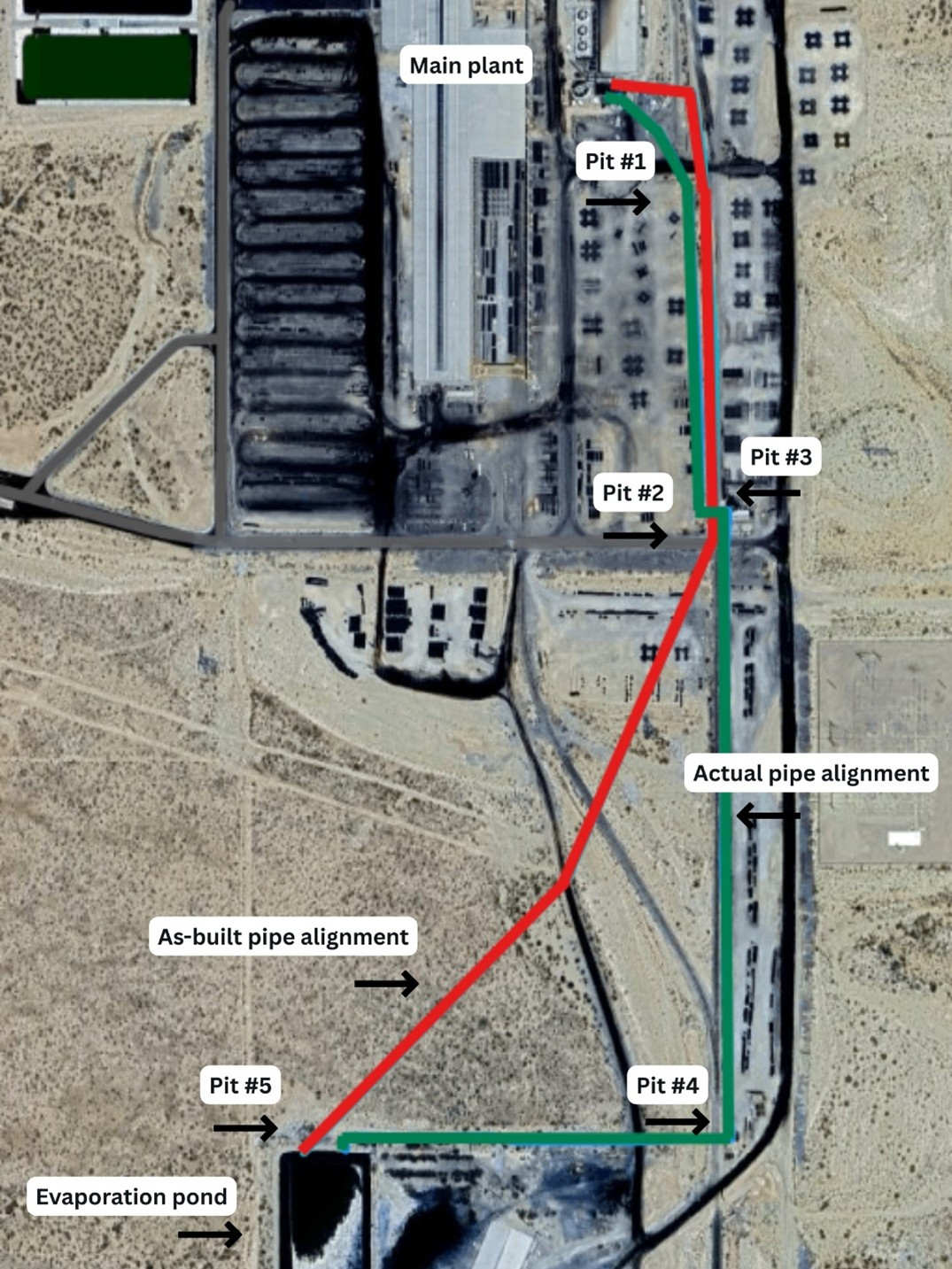
The first step in the process was to find the exact location of the pipe route from the main plant to the evaporation pond. The alignment that was expected was substantially different from the actual alignment. The red line in the figure at right shows the “as-built” pipe location. Meanwhile, the green line shows the actual location.
Line locating was performed using a soft foam pig with a sonde and a sounding rod at the surface. This was important step in the rehabilitation process.
Knowing the exact location of the pipe route provided information related to length of pipe to be rehabilitated, the pipe material, the number of 45 and 90 degree turns that must be navigated and the number of access pits that needed to be constructed to affect the pipe lining. It was determined that the pipe was primarily 6 in. PVC Schedule C-900. In addition, it was buried between 5 and 6 ft below grade and was approximately 2,000 ft in length.
Identifying Site Conditions
Subsequent to the initial inspection to determine pipe location crews began work by excavating pits at bend/pull locations. There were a total of five pits required for this project. A 45-degree bend is located at Pit No. 1. Ther are 90-degree bends at Pit Nos. 2, 3, 4 and 5.
Prior to the lining work beginning a number of confounding site situations were identified. There is high voltage power line beneath the water pipeline. It was unknown if the wires were live, but they had to be avoided.
It was noticed that there was debris that had to be removed at Pit No. 4. There were also other pipelines in the area that had to be avoided. Both Pit Nos. 2 and 4 ran under railroad tracks and were encased in a 10-in. steel pipe.
It was also noticed that the first 200 ft of pipe, from the main plant to Pit No. 1, was cast iron before it changed to PVC. During inspection two additional pipe breaks were found 200 ft south of Pit No. 1.
Installing the Liner
The BulletLiner W Series System was pulled from the main plant to each pit, and a connection was made to the next section. After each section was pulled a CCTV inspection was performed to ensure no water was in the pipe and it was inflated correctly. As a result, the entire project was completed in three weeks.
The environmental supervisor at the site stated, “The project was a total success, CPM did a fantastic job and no problems were encountered. We started using the pipe 30 minutes after the work was completed because we did not have to wait for the liner to cure.”
Paul Gagliardo is senior technical fellow at Gagliacqua Consulting. Chris MacDonald is president and CEO of CPM Pipelines.
Latest Posts
- Ipsum Group Strengthens Water & Infrastructure Division

- 2026 Trenchless Technology Editorial Roundtable
- 5 Things You May Not Know About Solids Control and Drilling Fluids Recycling
- CGA Releases 2025 DIRT Data Summary, Trends
- Young Trenchless Professionals Making their Mark





Next Up
Water Finance Conference | August 4-5, 2026 | Denver, Colorado | Learn more
Breakthroughs in Tunneling Short Course | September 22-24, 2026 | Scottsdale, Arizona | Learn more
HDD Rodeo | December 2-4, 2026 | Perry, Georgia | Learn more



