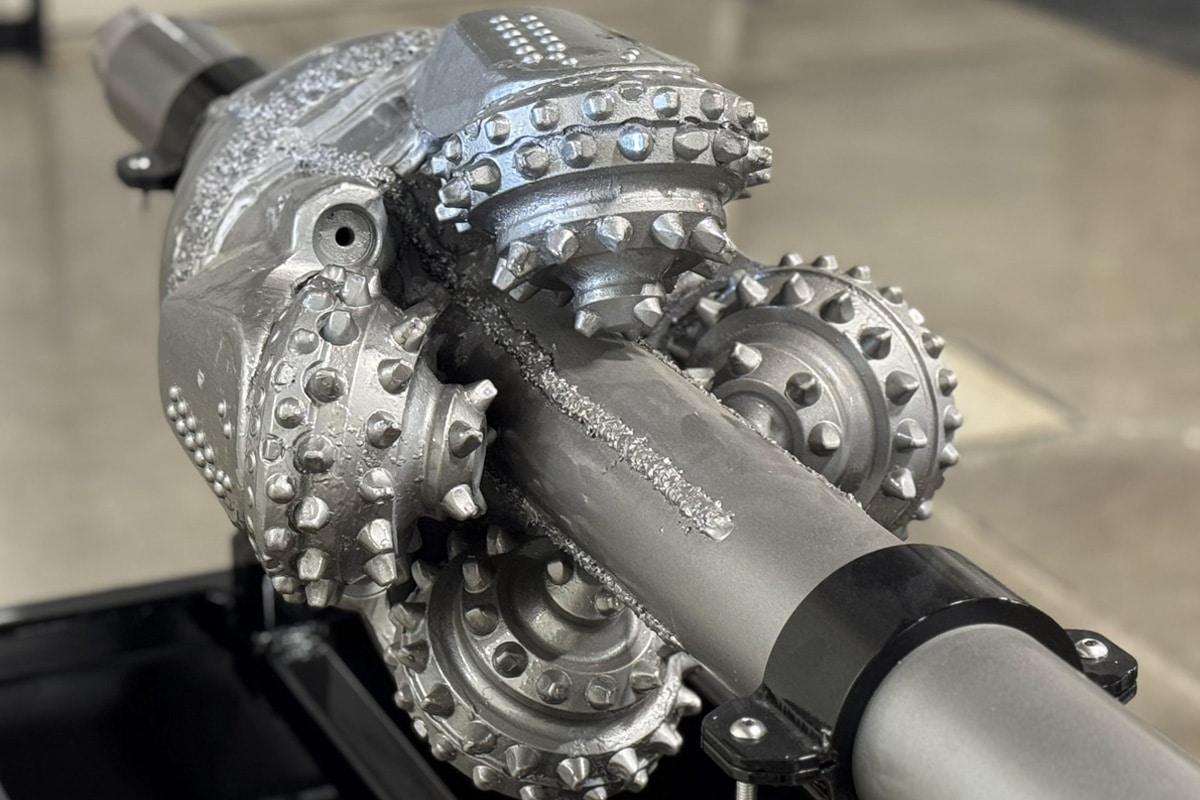
HDD Drill Pipe 101 – Round and Smooth with a Hole in the Middle
They say you can combine a single shoulder and a double shoulder but you can’t combine a double shoulder and a single shoulder.
All jokes aside, this discussion has been around since the double shoulder connection was created, and the truth is they are correct, all of them. Provided you are supplied with a common connection that has both a double and single shoulder option they are completely interchangeable.
However, that is not without consequences. One of your most important changes when making up a single shoulder and a double shoulder is that the torque specs fall to that of the single shoulder connection.
This goes for a pin to a box or a box to a pin. regardless the shoulder configuration of each. For example, a 5-1/2-in. full hole double shoulder works perfectly with a 5-1/2-in. full hole single shoulder. You need only to utilize the torque specs of the single shoulder connection. Though the connections will work you do need to be aware that a spider may not.
Spiders are a small insert that typically holds a pack off to secure the wire inside the HDD drill pipe at the connection when running wireline through the drill string, but if you made it this far then I am probably preaching to the choir so back to using them in different connections.
When putting a single shoulder connection together there is a space that allows for the use of a spider. When using a spider in a double shoulder connection there is no space. The above-mentioned space is where the secondary shoulder lies in a double shoulder connection.
To put a spider in a double shoulder connection there must be a spider recess cut into the secondary shoulder. To sum this up, if you are combining a single and a double shoulder then there is no space for the spider and if you put one there the spider can be damaged, and you could possibly damage the threads as well.
Know the connections you are using and know how to recognize whether they are double or single shoulder by looking at them. A great time to check this is when you clean them up and check them for damage before doping them.
There are many ways to clean your threads. Some of the more recent popular methods are using mineral spirits and a brush or using a pressure washer. Many times, your method will depend on the site-specific situation.
Be advised that cleaning the threads does not mean you need to remove any anti galling treatment that may have been applied during manufacturing or recut. For example, a current popular anti galling treatment is a phosphate bath. This method leaves a gray almost paint looking covering that assists in adhering the pipe dope to the threads. This should not be removed.
The proper way to clean your threads can be debated but in truth if the threads are clean before you dope them it doesn’t matter how you go about it.
The name of the game when doping threads is coverage, full and complete coverage. “Only dope the threads you want to keep.” I know that is a little harsh and believe me I get some looks when I say that on a jobsite. The truth is people don’t tend to forget it though. It’s as handy as “righty-tighty, lefty-loosey.”
There have been experiments on how little dope you can get by with and I will not go there but the truth is, provided the coverage is ample, the quantity necessary is rather small. Don’t go reading this and say “Well, I read this article once and it said don’t use much dope.”
Use as much as is required to get full and complete coverage of not only the peaks and the valleys of the threads but also the primary and secondary shoulders. Primary being the end of the box and the base of the pin, secondary being the inside of the box and the end of the pin. The very same end of the pin on a double shoulder connection that you should be careful not to damage when stabbing the connection together.
Stabbing damage can cause damage to the pin secondary and box primary shoulders as well as the threads. It is always a good idea to set your alignment as best you can and slow rotate into making up connections. In recent years the advent of slip subs has assisted greatly to help prevent stabbing damage but it is still something to be careful to avoid before making up your connections.
When making up your connections it is imperative that you do so to the required make up torque. A knife blade used to check make up unfortunately does not count. Not adhering to those specs can cause damage to your pipe. Making up to at least the minimum recommended make up torque can greatly reduce your risk of mastering the rose bud.
Too much torque is a problem. Too little torque is a problem as well. Running a connection “loose” even if you don’t exceed the torque you made it up to is subject to movement that can essentially weld the threads or cause damage downhole.
Knowing the pounds of torque that the rig is putting out is necessary to make up the thread properly. The PSI on the system is irrelevant unless you know what each PSI equates to in torque. There is one exception to torquing up a connection to its proper spec. Due to the specs used for machining a double shoulder connection, technically unless it reaches the required torque to engage the secondary shoulder it doesn’t engage.
So, the connection is working as a single shoulder connection and using the secondary shoulder as an insurance policy against over torque. Basically you are using a double shoulder connection as a single shoulder, or combining a single and a double shoulder.
Neal Hamil is sales manager/product development/marketing at J.T. Miller LLC.