Disposing of Disposal Costs: Use a Centrifuge
 The cost of mud disposal has been on the rise in the United States for years and the days of calling the local farmer to land farm drilling slurries are rapidly approaching their end. Some states have seen the disposal regulations getting more stringent than others, but as the United States begins to adopt California EPA regulations, every state will be affected and see rising costs for mud disposal. Characterization of waste streams becoming more defined and enforcement of current regulations will also drive costs.
The cost of mud disposal has been on the rise in the United States for years and the days of calling the local farmer to land farm drilling slurries are rapidly approaching their end. Some states have seen the disposal regulations getting more stringent than others, but as the United States begins to adopt California EPA regulations, every state will be affected and see rising costs for mud disposal. Characterization of waste streams becoming more defined and enforcement of current regulations will also drive costs.
The economics for mud recycling are clear and obvious just in seeing how competitive the mud recycling systems have become. For many contractors, mud recycling systems present clear deficiencies in their capabilities, while others, who work in soil conditions that are not reactive (sands or hard/consolidated rock) or do not produce ultra-fine cuttings, will be satisfied with current technologies. Across the board, mud systems will utilize shakers, desanders and desilters or some combination. Desilters generally represent the end of the line in solids control.
If the entire mud system is working to full potential and drilling fluids are not counter productive to solids control, we can expect an overall D-50 cutpoint of 20 microns. Twenty microns can be effective on shorter length and smaller diameter bores. Consider all larger and longer shots, which require the contractor to circulate these same drilling fluids for a longer period of time. The result is a buildup or concentration of solids that are smaller than 20 micron. As the mud system cuts 20 micron, minute after minute, day after day, we end up with a concentration of colloidal solids. This condition cannot be avoided where clays are encountered. Even where the soils are not reactive, solids will breakdown through one of two ways — mechanically or hydraulically. Each time a solid passes through a pump, the collision created by the pump housing and the impellers will cause the particle to get smaller. When exiting the borehole and traveling through the various plumbing, solids will breakdown as a result of collisions with other solids, the walls of the pipe and the outer wall of the borehole.
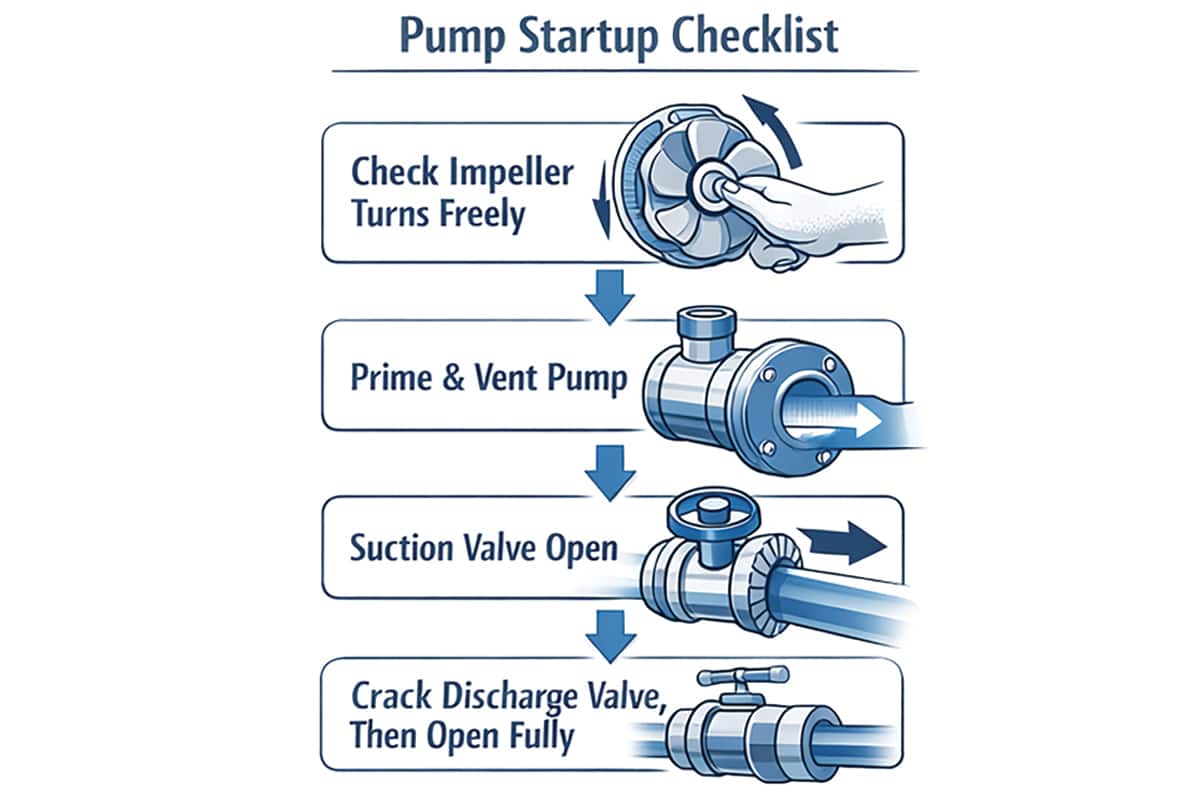
This condition of “colloidal build-up” usually manifests through increased viscosities and mud weights. The kneejerk response is to begin adding water or dump/dilute methods, which increases the disposal costs. Many contractors do not even monitor their mud weight and do not realize they have an issue until a frac-out occurs. A frac-out occurs when the increased weight from colloidal build-up causes downhole pressures to increase and seek out or create fractures in the formation. We now get to the point, solids control technologies have been available for sometime to handle this problem and are widely used in the oil and gas sector. The next phase would be to utilize a centrifuge to circulate on the clean tanks of the mud system.
Centrifuges, capable of cut points down to 2 micron, will control this colloidal build-up of solids and reduce, if not eliminate, the need for dump/dilute methods. So, the overall result will be a dramatically reduced disposal cost for each and every job where a centrifuge is utilized. In addition to limiting the volume of water added to control weight and viscosity, maintaining low solids content drilling fluids will yield a faster rate of penetration and drastically reduce the likelihood of a frac-out.
Considering hole volumes and surface storage volumes, the cost of disposal remains an issue at the conclusion of the bore. Utility Service Authority (USA) recently completed a 2,500-ft bore, installing 36-in. HDPE for FP&L, in West Palm Beach, Fla., which happens to be an environmentally conscious state considering all the inland waterways throughout the state. So, disposal is not only costly, but can be time consuming. As the drilling fluids, whose basic properties ranged from 42 to 55/sec viscosities and 9.1 to 9.7/lbs/gal, were displaced by the product pipe, USA began a dewatering operation utilizing its KT 1448 Centrifuge and Kem-Tron’s polymer make down system.
All the returns were processed through the traditional cleaning equipment: Scalping screens 20 to 50 mesh, desanders, desilters and mud cleaners using 140 to 210 mesh screens. Once these primary cut points were achieved, USA began to chemically enhance the cut point of its centrifuge using Kem-Tron’s dewatering polymers. Throughout the bore, USA’s centrifuge made its cut points of 2 to 10 microns, but now USA needed to achieve complete solids separation. By chemically treating the mud feed to the centrifuge, USA was successful in creating dry cake solids and clear water. Dewatering is both a science and an art form. Once the operator found the sweet spot for chemical dosing, he dialed in his pumps and began the operation. Processing from a single frac tank, the drilling fluids were consistent for 500 bbls and chemical dosing remained consistent as well. Each time, new drilling fluids were added to the frac tank, the operator would perform a new “bench test” to ensure chemical doses were correct to avoid over or under treatment.
The purpose of the dewatering chemistry is to create a larger particle size. Although the centrifuge is mechanically capable of making very fine cut points, the volume of ultra-fines and colloidal size particles can be staggering. Just consider how many pounds of bentonite were added throughout the bore — when this is combined with the drilled solids, the total volume of solids can be very high. In USA’s case, the mud weight was 9.7 lb/gal and the total volume was 300,000 gals. This gave a total weight of solids of 699,999.40 lbs, suspended in the drilling fluids. Bentonite will be sub-micron in size and pending formation type, most of the drilled solids will be less than 20 microns at the conclusion of the bore. So, by utilizing dewatering polymers a larger particle was created, and the centrifuge is able to get good separation on all the solids from the drilling fluid. With a strong chemical reaction, a quick separation in the centrifuge was observed, allowing the centrifuge to effectively squeeze the solids through G-Force, yielding dry solids and clear water.
The cost of dewatering on USA’s job ranged from $0.34/bbl to $0.44/ bbl and was completed with equipment, chemicals and one operator. The equipment on this particular system was able to handle flow rates between 42 to 84 gpm and maintain a clear water discharge with a remarkably dry solids discharge. Chemical costs will vary from job to job and mud to mud, based primarily on solids content and the type of solids encountered. Fine grain sands tend to be more dense and heavy than ultra-fine clays, hence they separate much more rapidly inside the centrifuge and require lower doses of chemicals when dewatering.
Since USA adopted this technology several years ago, the cost benefits that USA experienced are greater penetration rates due to low solids content fluids, lower disposal costs and decreased equipment maintenance costs and downtime. In addition, USA has a competitive advantage, particularly when drilling in environmentally sensitive areas or through contaminated soils and formations.
It is well documented that clear water and dry solids are much easier to both handle and dispose of, than are drilling slurries. For example, look at the increase in disposal cost that USA would have experienced if it would have hauled off 300,000 gals of drilling fluid, containing 699,999 lbs of solids, with vac trucks to a wet disposal site vs. leaving them on location as backfill and/or being hauled in dump trucks and disposed of as a solid waste.
Chuck Skillman is business development manager at Kem-Tron, which is based in Stafford, Texas.
![]()