2018 Project of the Year New Installation Honorable Mentions
Rehoboth Beach Outfall Installation
 The Rehoboth Beach Outfall project in Rehoboth Beach, Delaware, consists of a new pump station and 24-in. HDPE force main, which are required to convey the treated effluent to the ocean outfall and to provide the head required to pump the effluent through diffusers located 6,000 ft offshore in water approximately 40 ft deep. The bids totaled $37,381,407.
The Rehoboth Beach Outfall project in Rehoboth Beach, Delaware, consists of a new pump station and 24-in. HDPE force main, which are required to convey the treated effluent to the ocean outfall and to provide the head required to pump the effluent through diffusers located 6,000 ft offshore in water approximately 40 ft deep. The bids totaled $37,381,407.
The ocean outfall bid was awarded to Manson Construction of Seattle, Washington, for $27,655,850 for 3,000 ft of 24-in. outfall installed via HDD and 3,000 of 24-in. pipeline and diffuser feet via marine open trench. The Outfall included the construction of 3,800 ft of the outfall using horizontal directional drilling. Construction of the marine outfall commenced in November 2017 after the review of the submittals.
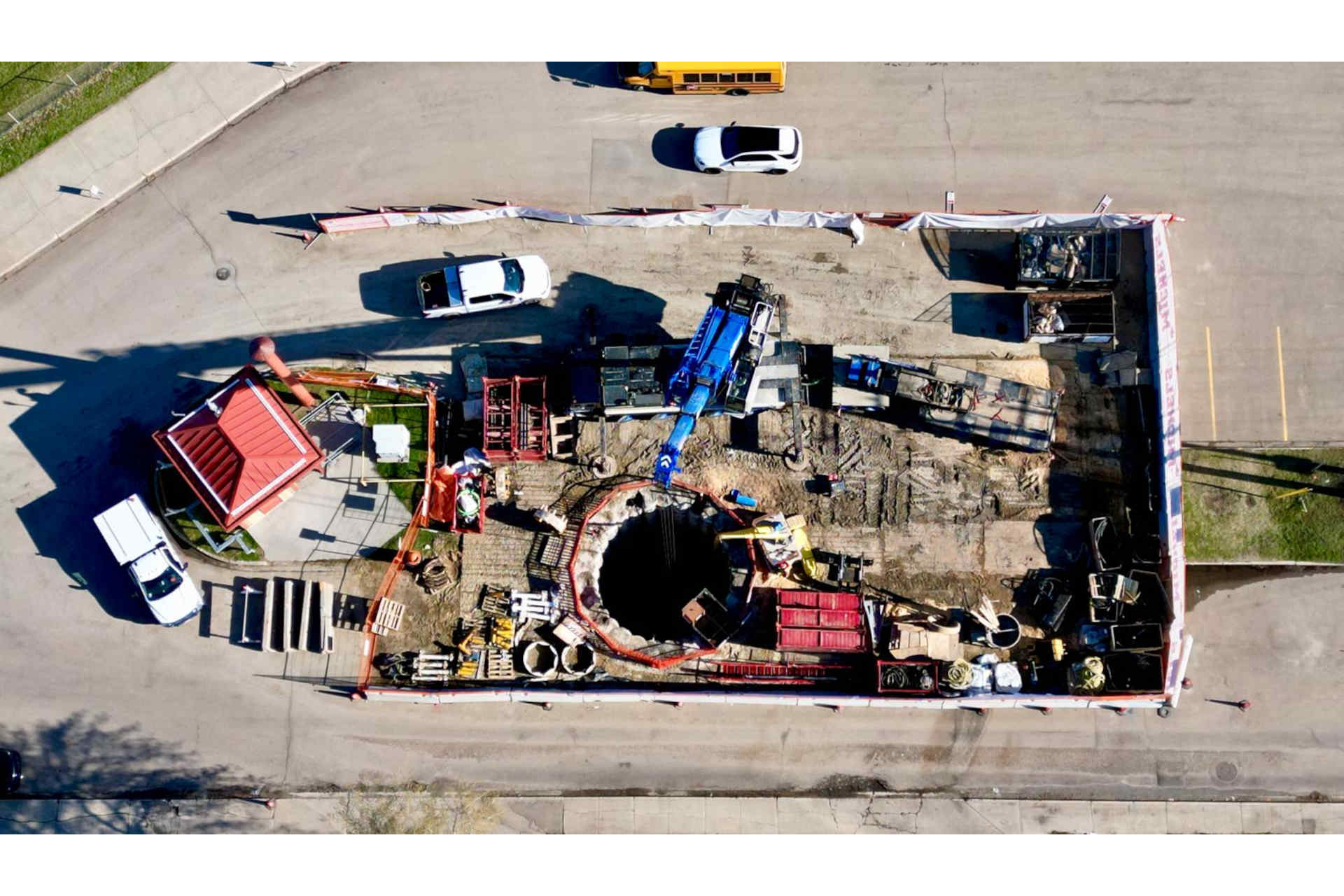
The contractor elected to complete the trenchless shore landing in a manner not specifically included in the bid documents. To reduce the need for prolonged barge-mounted marine support, the pilot hole would be advanced from land to within 50 ft from the seafloor exit, then enlarged by forward reaming and conditioning. A 30-in. diameter steel casing would then be pushed seaward along the entirety of the borehole to provide stability.
Challenges faced during casing insertion abandonment and re-drilling of 1,200 ft of the pilot hole, and intersection of the borehole. The combination of these events and decisions led to significant modifications to the contractor’s work plan, and provide several important lessons-learned for this alternative HDD construction method.
The project was successfully completed and in service before June 30 in compliance with the consent decree. The project ribbon cutting was held on June 15, 2018.
Kingsbury Run Culvert Repair

Ward and Burke Tunneling Inc. was awarded this project in June 2017. Located in an environmentally sensitive area due to construction within contaminated ground, this project involved the construction of a 3,460 lf of 60-in. storm sewer in four drives, five launch and reception shafts, two tie-ins and 460 lf of rehabilitation work of the existing 78-in. and 66-in. brick culvert via Channelline relining system.
 In order to reduce the construction footprint in both hazardous and contaminated ground, a value engineering proposal was agreed with the consultant and the client. The proposal included moving Shafts 2 and 3 originally located in contaminated fill to Shafts 1A and 5A, in doing so separating tie-in shafts from reception shafts, greatly reducing the overall schedule.
In order to reduce the construction footprint in both hazardous and contaminated ground, a value engineering proposal was agreed with the consultant and the client. The proposal included moving Shafts 2 and 3 originally located in contaminated fill to Shafts 1A and 5A, in doing so separating tie-in shafts from reception shafts, greatly reducing the overall schedule.
RELATED: Ward and Burke Completes Longest Curve Microtunnel in North America
Tunneling was reduced to two drives, the first drive containing two horizontal curves with a radius of 1,640 ft and 910 ft and being 2,400 lf in length. The second contained a vertical curve of 910 lf. During the construction of Shaft 1A, highly hazardous material was encountered, which resulted in the drive length being increased by 322 ft to the revised location of Shaft 1, situated in non-hazardous native ground. The radius of the second curve was reduced to 754 ft to allow the tunnel alignment mine through Shaft 1A (changed from a reception shaft to an intermediate shaft), through the existing 66-in. brick and be received into Shaft 1, a total drive length of 2,722 lf.
The high-strength microtunnel pipe was manufactured by Forterra Pipe & Precast for use with the Herrenknecht AVN1500 Jackcontrol was installed on the first 1,000 ft of tunnel.