How to Extend Centrifugal Pump Life and Improve Operation
Centrifugal pumps on package mud reclaimers do more than move fluid. They keep the whole reclamation process working. When they run well, cones cut properly, shakers stay efficient and your drilling program keeps moving. When they do not, the entire system suffers.
Premature pump failure usually comes from a handful of preventable causes: suction starvation, dry starts, entrained air, misalignment, abrasive recirculation and overlooked wear. The good news is operators can prevent most failures with consistent habits and a few smart checks built into daily routines.
Actionable Tip
Treat solids control as pump insurance. A pump cannot survive long if it is forced to circulate abrasive solids that should have been removed in the scalp cut. If your cones are not holding pressure or the shaker is not screening correctly, you are feeding the pump sandpaper. “The pump will always show you what your solids control is really doing,” Babri says. Your best pump-life strategy is making sure separation is happening as designed, not simply moving fluid around.
Prime and Vent Correctly
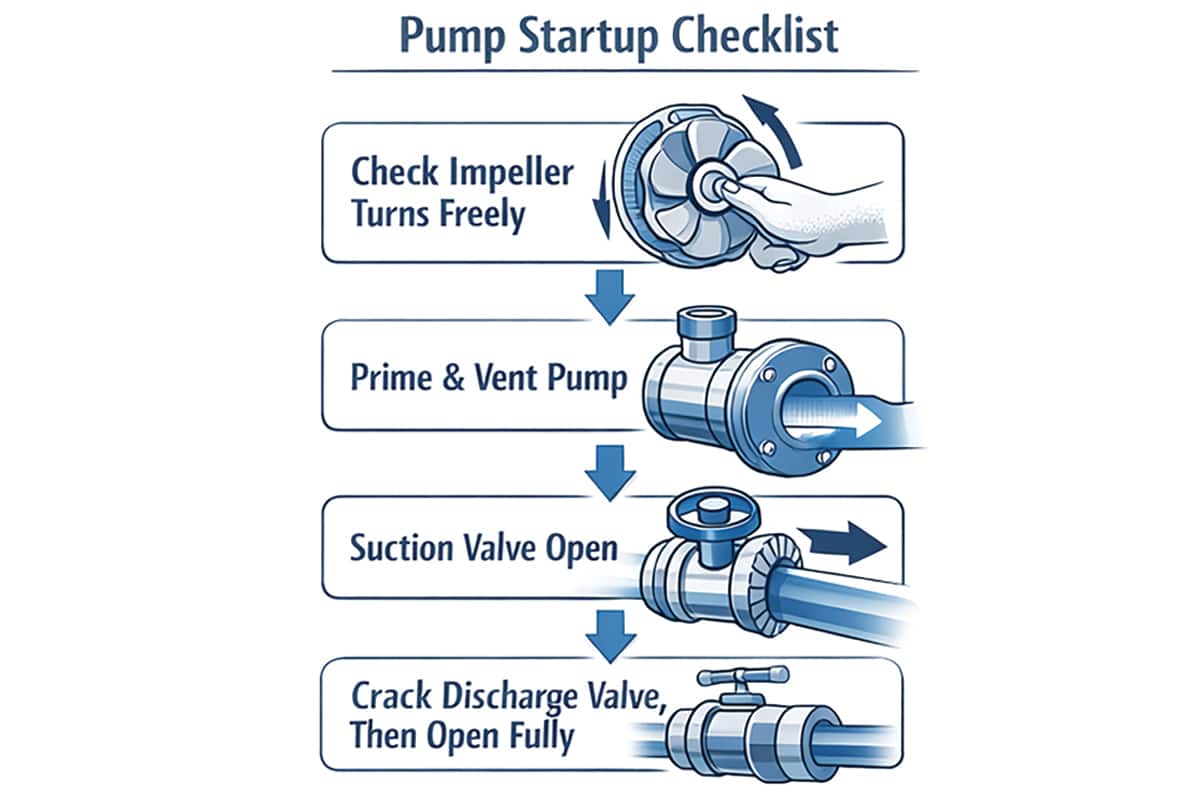
Most centrifugal pumps used in drilling fluid service are not self-priming and must be filled before startup. A mechanical seal can be ruined in seconds, if started dry. Even packed pumps can burn packing and score sleeves if they run without proper lubrication. The pump casing and suction line must be completely full of fluid and purged of air before starting.
Create a startup procedure to ensure pump is operating correctly.
Actionable Tip
Train operators that “no prime, no pressure build” is a stop-and-diagnose moment, not a “let it run and see” moment. If pressure will not build, shut down and find out why. A pump will not forgive you for a dry start.
The Fastest Way to Kill a Pump Is to Starve It
If there is one habit that separates long pump life from short pump life, it is suction discipline. Operators sometimes try to calm a pump down by choking the suction. That creates low inlet pressure and drives cavitation. Cavitation is not just noise. It is destructive bubble collapse that can fracture metal surfaces and rapidly destroy casings, impellers, stuffing boxes, and wear surfaces.
To protect suction health:
- Never throttle the inlet. The suction valve should be fully open during operation.
- Size suction piping at least equal to or larger than the suction port. Undersized suction is a direct path to cavitation and seal failure.
- Keep suction runs short and eliminate unnecessary fittings. Friction loss on suction is always a danger zone.
- Use non-collapsing suction hose if flexible hose is required. Weak hose can collapse under vacuum and starve the pump.
- Keep suction-line velocity reasonable. Do not push suction velocity beyond 10 ft/sec because it increases turbulence and cavitation risk. The pump needs to breathe.
Actionable Tip
When you need to control flow, throttle on the discharge side, not the suction side. If you hear a gravel-like sound, see pressure pulsing, or feel vibration increase, treat it as a suction problem first.
Keep Air Out
Entrained air can recirculate inside the impeller, increase turbulence, and block suction flow. This can cause vapor lock, where the pump cannot move fluid even though it is turning. Air can enter through loose connections, packing leakage during high lift, or an air vortex in the suction tank. Air will imitate a worn pump. Check for air before you blame the pump.
Actionable Tip
Watch tank levels and suction submergence. Low fluid levels can form a vortex that pulls air into the suction. If your system must run low, consider a baffle plate over the suction inlet to reduce vortex formation and keep air out. Also inspect suction gaskets and fittings after transport.
Alignment and Coupling Discipline Prevents Bearing, Seal Destruction
Misalignment is a common contributor to bearing failure, coupling damage, and vibration-related seal problems. Alignment must be checked after installation because transport and handling can shift the assembly. Even if the pump and motor were aligned at the shop, field installation changes everything. Vibration always costs you later.
Actionable Tip
Alignment is not a one-time event. Make it part of scheduled inspection, especially after moving the unit or reworking piping. A straight-edge check can catch many issues if dial indicators are not available, and it is far cheaper than rebuilding a bearing housing.
Handle Packing and Leaks Correctly
Packing requires controlled leakage. That leak lubricates and cools the packing rings. Overtightening makes packing hard and brittle, increases heat, and accelerates failure. Water flush systems can help, but if rings are too loose, flush water can seep into drilling mud and change density. If you tighten packing until it stops leaking, you’re usually tightening it until it fails.
Actionable Tips
- Treat leakage as a diagnostic signal. If adjustment cannot restore controlled leakage, plan the correct repair instead of continually tightening.
- Keep flush pressure low. A 5 psi is usually enough, and a pressure regulator is often worth adding.
- If flush water contamination is a problem, shut off flush water when the pump is not running, or install a solenoid valve tied to pump operation.
Make Bearings Boring
Bearing failure is a major contributor to pump maintenance cost. It rarely happens instantly. Heat and vibration usually show up first. I recommend using housing temperature as a quick indicator. If you can comfortably keep your hand on the housing briefly, it is likely under 150 F. If it feels hotter, bearings may be failing or lubrication may be insufficient.
Actionable tip
- Add a quick touch test or infrared temp gun check to walkarounds.
- Grease on schedule. Many pumps ship pre-lubricated for the first year, then require about five shots of NLGI #2 lithium complex grease every six months after that.
- Do not ignore vibration. Many bearing failures trace back to misalignment, so vibration is often a symptom, not a cause.
Confirm Correct Rotation
Starting the pump in reverse can unscrew the impeller and damage the shaft, seal, and casing. Direction checks should be standard practice after any wiring change or motor swap. It takes 30 seconds to confirm rotation.
Actionable Tip
Uncouple and bump the motor to confirm direction or bump the coupled assembly and observe shaft roll-over. Keep rotation confirmation on the startup checklist whenever electrical work has occurred.
Do Not Operate Outside the Pump’s Envelope
Operators can unintentionally run outside the pump’s design point by changing system configuration, adding cones, increasing discharge restrictions, or running with worn internal components. Pump performance also degrades as internal clearances increase with wear, allowing more internal recirculation and reduced head output.
Actionable Tip
If you see reduced pressure, inconsistent flow, or repeated need to throttle more than normal, do not assume it is only a mud issue. Babri advises treating those signs as early warnings of internal wear that may require adjustment or replacement.
Efficiency, Lifespan Come From the Same Habits
Pump life and pump performance are not competing goals. They are the same goal. A pump with strong suction conditions, correct priming, low air entrainment, proper rotation, sound alignment, controlled leakage, and consistent lubrication will deliver steadier flow with less vibration, less heat, and fewer surprises. Most importantly, it keeps the mud reclaimer doing what it is designed to do: protect the drilling operation, reduce non-productive time, and extend the life of every downstream component.
Most pump failures are predictable. The operators who get the most life out of pumps are the ones who keep the basics tight every single day.
Emad Babri is director of recycling and waste management at Astec|KEMTRON HDD.
Latest Posts
- Kondex Cited as Best Downhole Tools

- Tri-Con™ Drilling System: Redefining Speed and Strength in HDD Tooling
- Verifying Quality Throughout the Manhole Rehabilitation Process
- Rehabilitation of a Deteriorated Sanitary Manhole Using Spray-Applied Protection
- HDD Proves Vital to New Mount Holy Pump Station





Next Up
2026 Microtunneling Short Course | May 5-7, 2026 | Scottsdale, Arizona | Learn more